Granulometría para compactar pastillas: prensas de 3 t y 10 t
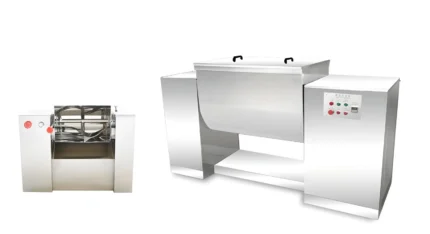
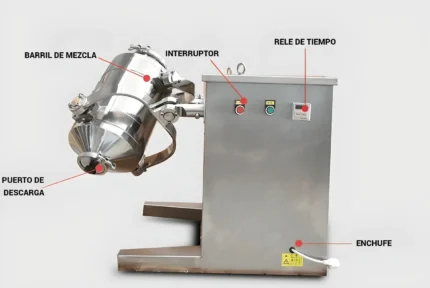
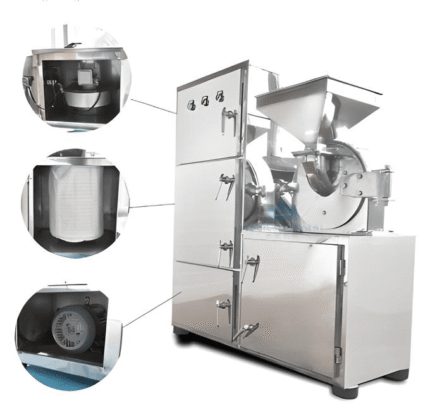
La PSD (Particle Size Distribution o Distribución del Tamaño de Partícula) determina si un polvo fluye bien y se compacta sin problemas. En esta guía verás los rangos de tamaño (en micras, µm) recomendados para prensas de 3 toneladas y 10 toneladas, y cómo prepararlos con mezcladores de polvo y trituradores oscilantes.
¿Qué significan D10, D50 y D90?
D10: el 10 % de las partículas es menor que este tamaño.
D50 (mediana): el 50 % de las partículas es menor y el 50 % mayor.
D90: el 90 % de las partículas es menor que este tamaño (controla la “cola” gruesa).
Granulometría recomendada por prensa
Prensa
Ventana útil (mayor parte del polvo)
Objetivo D50
Límite D90
Finos <150 µm
Explicación
3 toneladas
150–450 µm
200–300 µm
≤ 600–800 µm
≤ 2–3 %
Polvo algo más fino (sin exceso de finos) para buena compactación con menor fuerza disponible.
10 toneladas
150–500 µm
250–400 µm
≤ 800–900 µm
≤ 2–3 %
Se admite partícula ligeramente más gruesa gracias a la mayor fuerza; mantener finos controlados.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}